基于FactoryIO的梯形图与SCL编程实现五层码垛搬运仿真系统
FactoryIO码垛搬运仿真,层数1-5层随意增加。因为高度问题,最大高度5层。使用简单的梯形图与SCL语言编写,通俗易懂,写有详细注释,起到抛砖引玉的作用,比较适合有动手能力的入门初学者,和入门学习,程序可以无限扩展码垛层数,梯形图+结构化编程。软件环境:1、西门子编程软件:TIA Portal V16(博图V16)内容清单:1、FactoryIO中文说明书+场景模型文件+博途v16软件+Fa
FactoryIO码垛搬运仿真,层数1-5层随意增加。 因为高度问题,最大高度5层。 使用简单的梯形图与SCL语言编写,通俗易懂,写有详细注释,起到抛砖引玉的作用,比较适合有动手能力的入门初学者,和入门学习,程序可以无限扩展码垛层数,梯形图+结构化编程。 软件环境: 1、西门子编程软件:TIA Portal V16(博图V16) 2、FactoryIO 2.50 内容清单: 1、FactoryIO中文说明书+场景模型文件+博途v16软件+FactoryIo软件。 2、博图V16PLC程序(源码)+HMI
码垛场景的PLC控制逻辑设计总能让人玩得不亦乐乎。这次咱们用FactoryIO搭建的立体仓库模型,通过三轴机械手实现箱子堆叠。重点在于层数控制逻辑——程序不仅要支持1-5层自由设定,还要确保堆到第五层时自动停止,这对新手理解条件判断和循环结构特别有帮助。
场景配置要诀
在FactoryIO中拖拽出传送带、机械手和四排货架组成工作站。特别注意将升降轴高度参数与货架层高对应——这里每层间隔设置成200mm,对应伺服电机的脉冲数需要提前计算好。把场景的DI/DO点表导出为CSV文件直接导入TIA Portal,省去手动配置的麻烦。
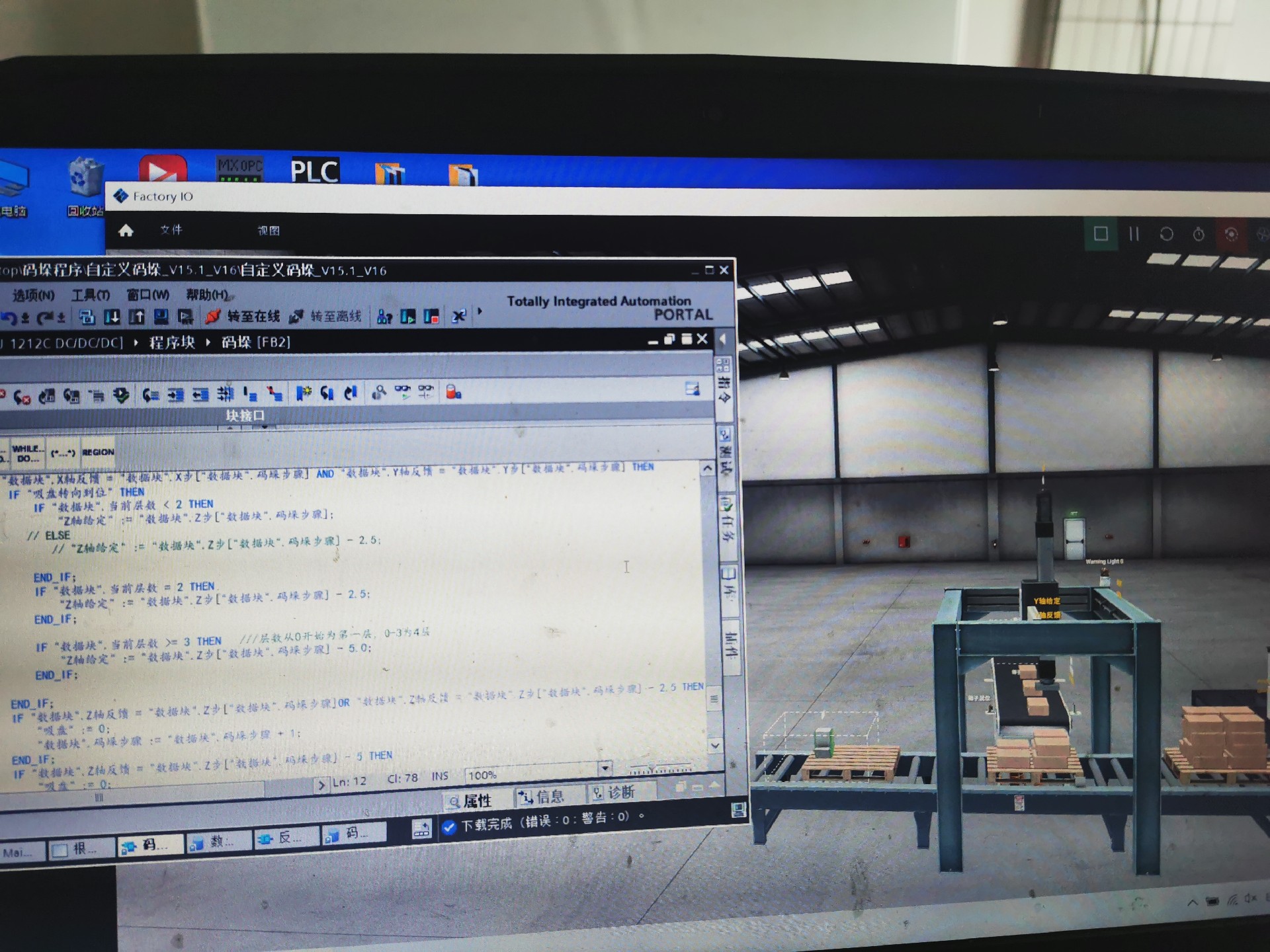
PLC程序核心
先定义全局数据块"Palletizing_Data":
STRUCT
CurrentLayer : INT := 1; // 当前堆垛层数
MaxLayers : INT := 5; // 最大允许层数
LayerHeight : ARRAY[1..5] OF REAL := [0.5, 1.0, 1.5, 2.0, 2.5]; // 各层Z轴坐标
END_STRUCT通过这个结构体实现参数集中管理,改层数时只需要调整数组范围。码垛主程序用梯形图实现基础逻辑,SCL处理复杂计算:
IF #机械手就位 AND NOT #急停 THEN
FOR #i := 1 TO #MaxLayers BY 1 DO
IF #物料到位 AND #CurrentLayer <= #MaxLayers THEN
#升降轴目标位置 := #LayerHeight[#CurrentLayer];
#执行抓取 := 1;
#CurrentLayer += 1;
WAIT 300MS; // 等待动作完成
END_IF;
END_FOR;
END_IF;这个循环结构是程序的核心魔法——通过FOR循环上限绑定#MaxLayers变量,实现层数自由扩展。当需要修改最大层数时,只需在HMI修改参数,无需改动程序结构。
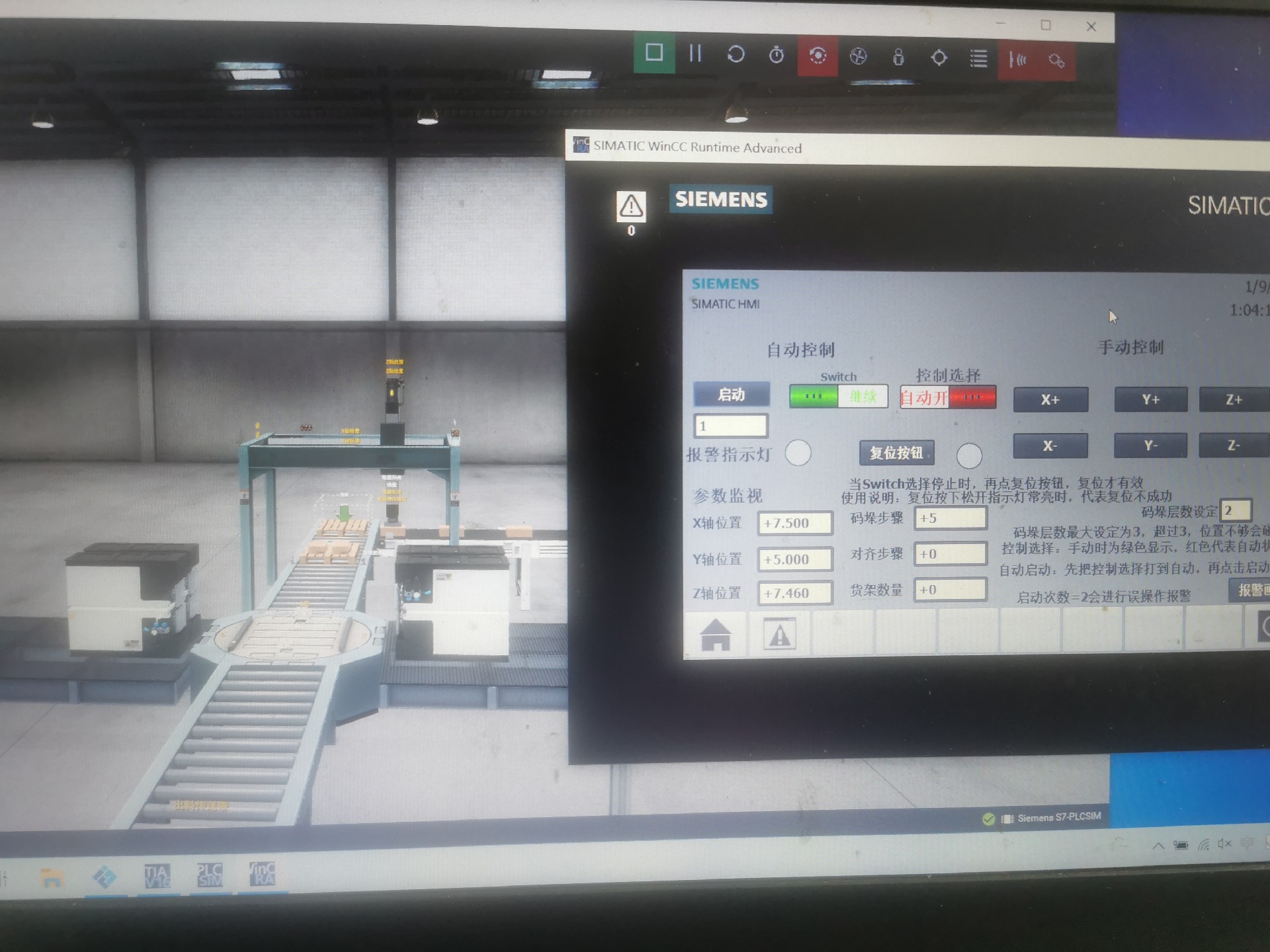
HMI骚操作
在触摸屏界面放上数值输入框,绑定到"MaxLayers"变量。这里有个细节处理:用脚本限制输入范围1-5,防止误操作。添加层数指示灯矩阵,用多状态显示控件关联CurrentLayer值,堆到第几层哪个灯就亮,效果直观。
调试时发现个有趣现象:当堆到第五层时机械手会自动横向移动至暂存区。这是通过在SCL中增加条件判断实现的:
IF #CurrentLayer > #MaxLayers THEN
#横移轴目标 := 800.0;
#CurrentLayer := 1; // 自动复位
RESET#执行抓取;
END_IF;这种自动复位机制让整个流程形成闭环,测试时看着机械手自己"忙活"特别有成就感。程序里埋了个彩蛋——连续完成5次满垛循环后,HMI会弹出成就提示,算是给学习过程加点小乐趣。
完整工程里还包含伺服参数计算工具、FactoryIO场景配置文件以及注释详尽的变量表。特别建议尝试修改LayerHeight数组的值观察机械手运动轨迹变化,这对理解位置控制逻辑很有帮助。程序保留了堆垛方向选择接口,有兴趣可以自己扩展扇形堆叠模式。
魔乐社区(Modelers.cn) 是一个中立、公益的人工智能社区,提供人工智能工具、模型、数据的托管、展示与应用协同服务,为人工智能开发及爱好者搭建开放的学习交流平台。社区通过理事会方式运作,由全产业链共同建设、共同运营、共同享有,推动国产AI生态繁荣发展。
更多推荐
 3
3 0
0- 0



 已为社区贡献5条内容
已为社区贡献5条内容

所有评论(0)