数控机床数据采集方案-让设备智能说话的“中枢之脑”
在制造业进入数智时代的今天,“要想提产量,先要懂数据”几乎成了行业里的共识。尤其在中高端制造,数控机床作为核心生产单元,其状态、稼动率、加工效率、能耗与质量数据,是企业数字化转型的“地基材料”。但现实中,这些机床往往来自不同品牌、不同年代、不同协议体系,数据接口五花八门。如何让它们都“说同一种语言”?这正是数控机床数据采集方案存在的意义。
一、为什么数控机床的数据如此关键?
数控机床是制造车间的心脏。它们的运行状态、加工参数、报警记录等信息,反映着设备的生命体征。通过实时采集这些数据,企业可以:
- 精准管理稼动率:了解每台机床的运行时间、待机、加工、报警等状态,避免“隐性停机”。
- 优化生产排程:结合订单计划,实现产线节拍平衡。
- 预测性维护:通过长期数据模型分析主轴、伺服系统等关键部件健康度,提前预警故障。
- 质量追溯:将机床加工参数与工件质量关联,为后端检验提供依据。
说到底,数据采集不是目的,而是通向“降本增效”的路。
二、数据采集的痛点:多数企业卡在第一步
很多企业的痛点集中在“接不进去”。常见问题如下:
- 机床通讯协议复杂混乱:FANUC、Siemens、Mitsubishi、Heidenhain……各种数控系统数据格式完全不同。
- 老旧设备缺乏网络接口:老机床还停留在RS232时代,单纯靠人工抄表根本满足不了现代管理需求。
- 多协议混网困难:不同设备共线传输数据易冲突,组网成本高。
- 上云困难:机床数据采上来容易,但想传到MES、ERP、云平台,就要重新做网关对接、协议转换,调试费时费力。
三、纵横智控的解决思路:从“碎片”到“整合”
纵横智控深耕工业数据通信领域,其提出的数控机床数据采集方案核心思路是“无侵入采集+统一网关整合+云端开放接口”。
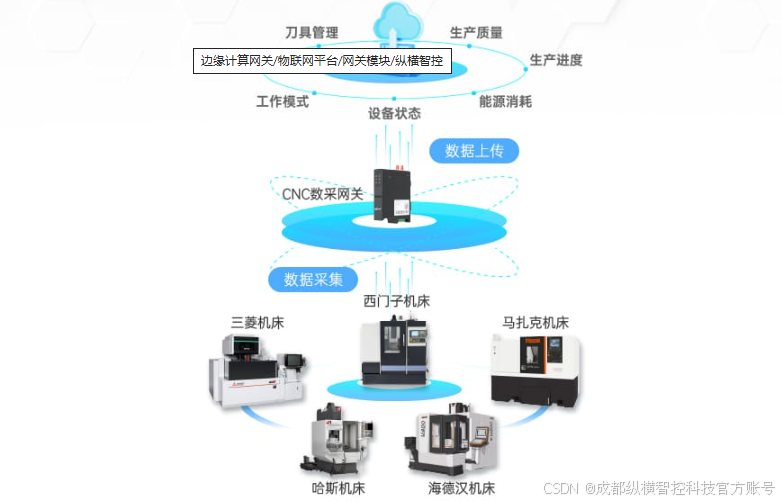
1. 多协议兼容的工业网关
纵横智控EG8200Mini-CNC工业网关支持FANUC FOCAS、Siemens S7、Modbus TCP/RTU、EtherNet/IP等主流工业通讯协议,可直接读取机床运行状态、刀具信息、主轴转速等信号;对于无标准接口的老旧机床,还可通过IO信号采集模块间接获取状态。
2. 本地边缘计算
网关具备本地逻辑计算能力,可实时统计稼动率、OEE(设备综合效率)等指标,支持断网缓存,保障数据完整不丢。
3. 多系统对接能力
支持MQTT、OPC UA、HTTP、WebSocket等多种上送方式,可接入MES、SCADA、ERP乃至企业云平台,实现数据统一管理。
4. 安全、可控的权限体系
工业数据的安全同样至关重要。纵横智控设备支持多级访问权限与数据加密,保障企业核心生产信息不被外泄。
…………
四、典型应用场景
- 离散制造企业生产线改造:例如汽车零部件加工厂,通过安装网关模块,实现不同品牌机床的实时联网监控。
- 老设备数字化升级:对90年代甚至更早期机床,利用RS232转以太采集卡和I/O信号,实现基本稼动监测。
- 机床远程运维平台建设:厂商可利用采集数据开展设备健康分析、寿命预测和在线诊断。
在实践中,纵横智控的数控机床数据采集方案被广泛用于电子制造、高精模具、能源装备等多个行业。
常见问题解答(FAQ)
Q1:如果车间机床品牌众多,能否用同一套网关方案?
可以。纵横智控的工业网关支持多协议采集与逻辑识别,可自动区分不同控制器的数据格式,做到“一网通采”。
Q2:老机床没有网络口,能采数据吗?
能。可通过RS232接口、I/O采集模块或安装传感器的方式,对稼动信号进行间接采集,再由网关汇总上传。
Q3:数据采上来后能否接入企业已有MES或云平台?
可以。网关数据可通过标准MQTT、RESTful API、OPC UA等协议对接企业MES、ERP或云端系统。
Q4:采集数据是否安全?
数据采用TLS加密传输,支持分级访问控制和本地安全隔离,防止外部入侵或数据泄露。
Q5:部署复杂吗?
不复杂。多数客户在1-2天内即可完成现场机床调试与采集上线,系统具备可视化配置界面,免编程操作。
结语
数控机床数据采集不只是一个技术环节,它关系到企业数字化转型的落地与深度。当数据真正流动起来,车间生产就不再是“黑盒子”,而是可以“被计算、被优化、被预测”的透明系统。
纵横智控正是这一转变路上的赋能者——让机床开口说话,让生产更聪明,让制造更自由。
👇EG8200Mini-CNC工业网关👇
魔乐社区(Modelers.cn) 是一个中立、公益的人工智能社区,提供人工智能工具、模型、数据的托管、展示与应用协同服务,为人工智能开发及爱好者搭建开放的学习交流平台。社区通过理事会方式运作,由全产业链共同建设、共同运营、共同享有,推动国产AI生态繁荣发展。
更多推荐


 14
14 0
0- 0



 已为社区贡献4条内容
已为社区贡献4条内容

所有评论(0)