松下FP-XHC60T PLC程序标准框架及功能详解,适用于各项目的轴控制和视觉通讯,含配方功...
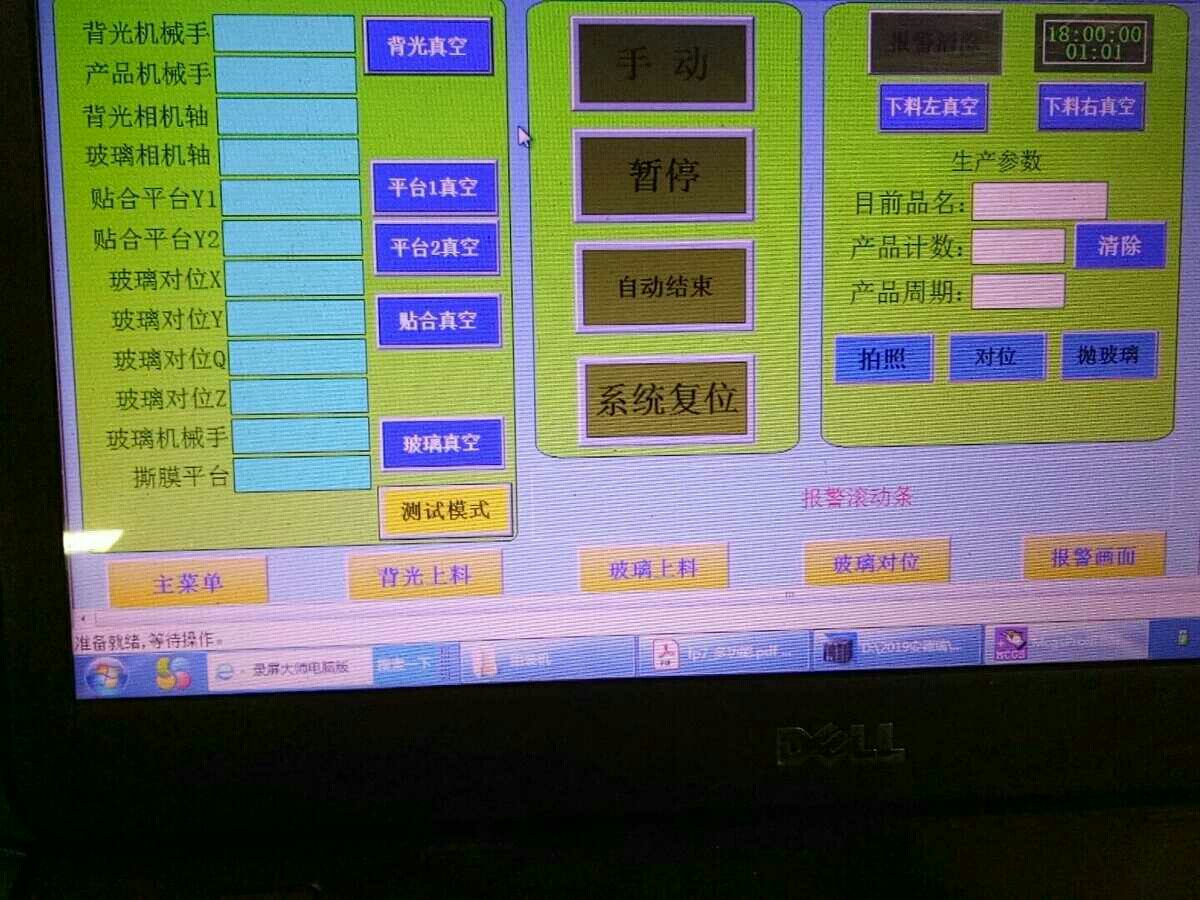
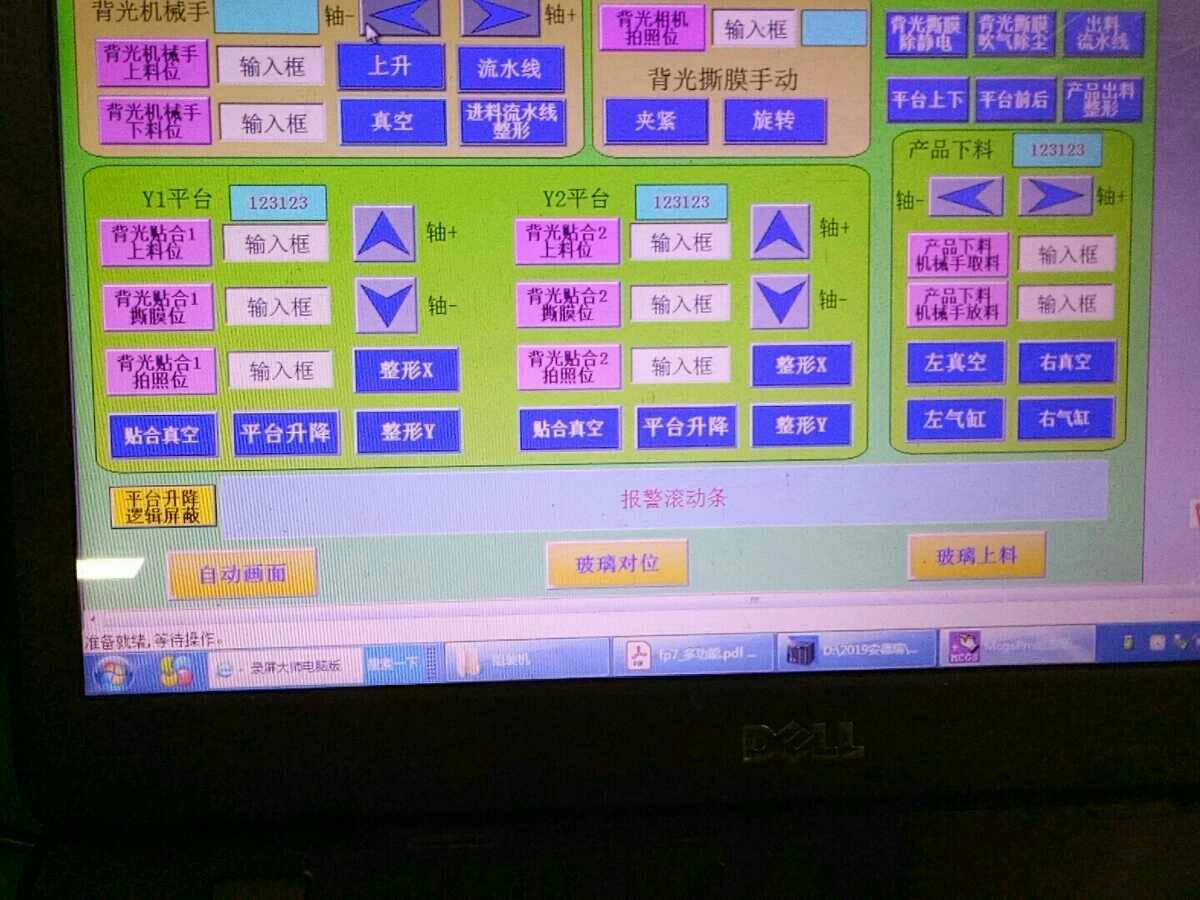
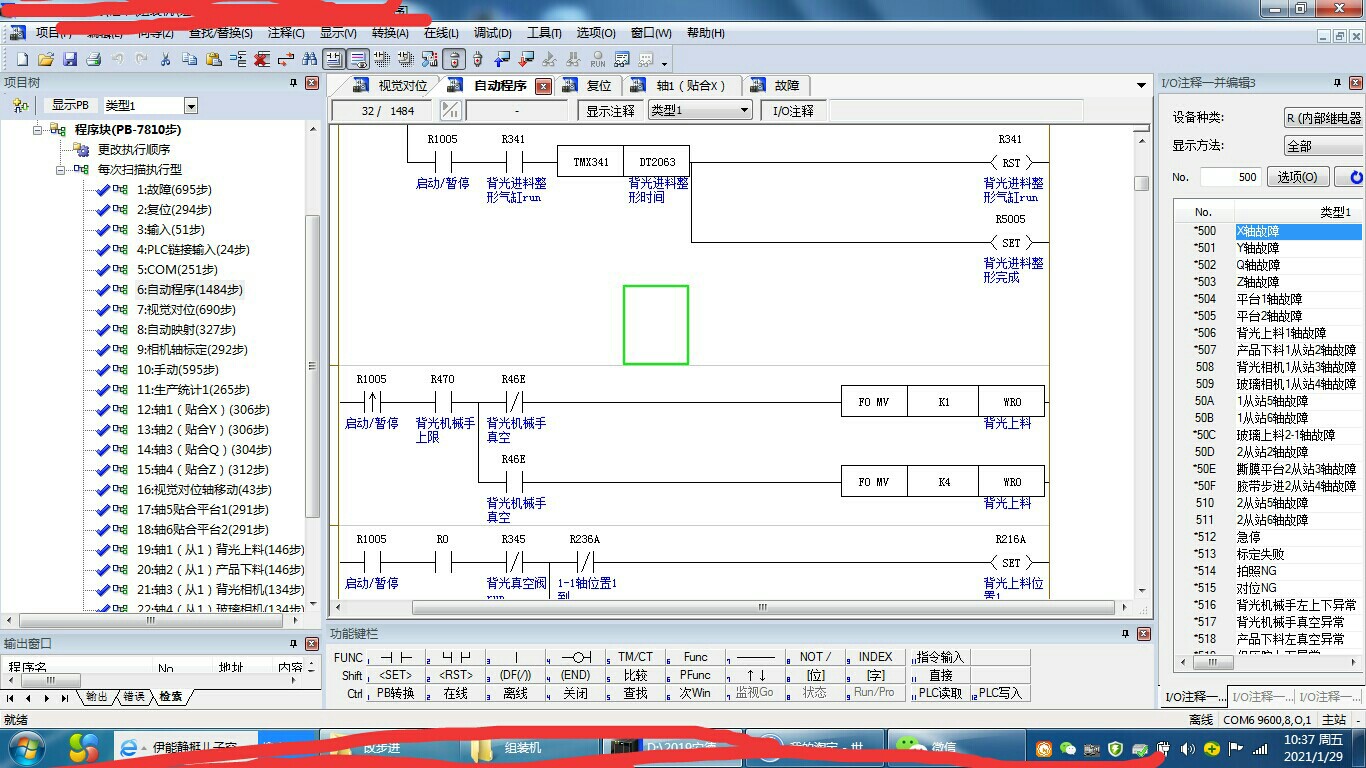
松下FP-XHC60T 标准可带18轴中型程序,总共逻辑1万多步,含昆仑通态触摸屏程序(触摸屏附带配方功能,以及产能统计:), 项目功能完整主站与两个从站采用PLC链接通讯,该程序为标准框架,故障,复位,自动,手动,通讯,轴控制模块,以及与视觉通讯功能,轴定位采用数据表定位模式,程序结构清晰,构架适用所有项目,有完整的地址分配 (另外本人可以代写松下plc程序:)
最近在工控圈子里折腾松下FP-XHC60T的朋友多了起来,这货带18轴中型程序确实能打。今天就拿个实战项目拆解下程序架构,关键代码直接贴出来唠。先看核心配置:逻辑程序跑了1万多步,昆仑通态触摸屏配了配方功能和实时产能统计,主站带两个从站玩PLC链接通讯,整套框架拿来就能改项目。
数据表定位必须首推,这玩意儿实际上就是个Excel表格:
MOV DT0, WR0 //轴1定位数据装载
PLS Y0, K5000 //脉冲输出DT0到DT17对应18个轴的定位参数,改数据表就能切动作点位,比传统逐条写指令省事儿多了。配合触摸屏的配方功能,R1000开始的寄存器区存着不同产品型号的工艺参数,换产时直接下拉菜单选择配方编号就行。
通讯模块里藏着硬核操作:
PRWRS H0, K4, D100, K8 //主站读取从站1数据
PWWSR H1, K4, D200, K8 //主站写入从站2数据H0/H1是通讯句柄,D100-D107和D200-D207是数据交换区,这波操作搞定主从站的数据透传。视觉通讯更粗暴,直接用TCP/IP协议往D500开始的寄存器怼坐标数据,视觉系统发过来的字符串用ASC指令转成数值就完事。
故障处理模块有个骚操作:
LD X10 //急停信号
OUT F100 //全局故障标志
MOV K0, DT20 //所有轴速度归零F100这个故障标志会连锁切断所有输出,同时触摸屏自动弹出故障代码查询界面。产能统计更简单,在Y20每次动作完成后用INC指令给D300+1,触摸屏直接绑定D300做实时显示。
手动/自动切换才是精髓:
LD X20 //自动模式按钮
SET F0 //自动模式标志
LD X21 //手动模式按钮
RST F0
MOV K1, D500 //模式状态显示F0这个标志位贯穿整个程序,自动模式下直接走预设动作序列,手动模式则开放M100-M117这些手动操作寄存器。地址分配表建议用Excel做好映射,I/O点从X0/Y0开始排,内部寄存器按功能模块分区,比如D1000-D1999留给通讯数据区。
最后说个坑:松下PLC的脉冲指令对时基有蜜汁要求,遇到轴抖动先查下PLS指令的加减速时间参数是不是没设对。这个框架已经趟过雷,直接复制粘贴改参数就能上新项目,需要定制服务的兄弟可以私聊改代码——毕竟这架构的扩展槽位都预留好了,加功能就像往抽屉里塞袜子似的简单。
魔乐社区(Modelers.cn) 是一个中立、公益的人工智能社区,提供人工智能工具、模型、数据的托管、展示与应用协同服务,为人工智能开发及爱好者搭建开放的学习交流平台。社区通过理事会方式运作,由全产业链共同建设、共同运营、共同享有,推动国产AI生态繁荣发展。
更多推荐


 4
4 0
0- 0



 已为社区贡献2条内容
已为社区贡献2条内容

所有评论(0)